WIKUSはその製品ポートフォリオでは、常に顧客のニーズに焦点を当てており、次のような幅広い製品幅を提供しています。 歯の形状歯のピッチ歯の目立てタイプバンド長とバンド幅レベル2および3製品の個々の用途用の特別バージョンPEおよびPW
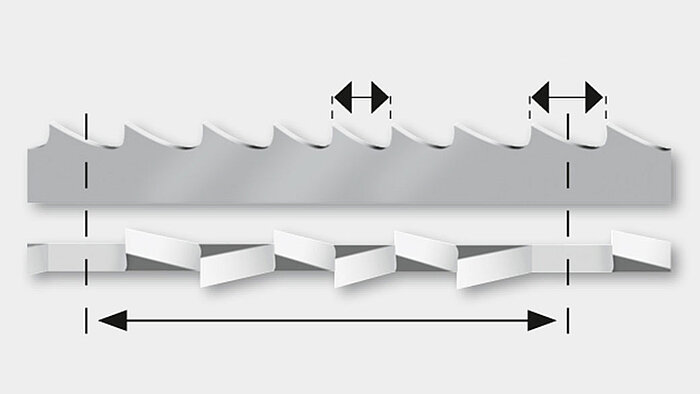
歯のピッチ • 歯のピッチは、1インチあたりの歯数(ZpZ)に相当し、1インチ= 25.4 mm• 歯のピッチ選択の決定的な要因は、加工用材におけるバンドソーの噛み合いの長さです• 鋸引きする素材と使用するバンドソーの種類も選択に影響します• 一定の歯間隔で一定の歯ピッチおよび、一つの歯のインターバルの中で異なる歯の間隔と異なる歯のピッチを区別します。• 可変歯ピッチ、例えば、2-3 ZpZは、二つの基準となる数字によって特徴付けられています。
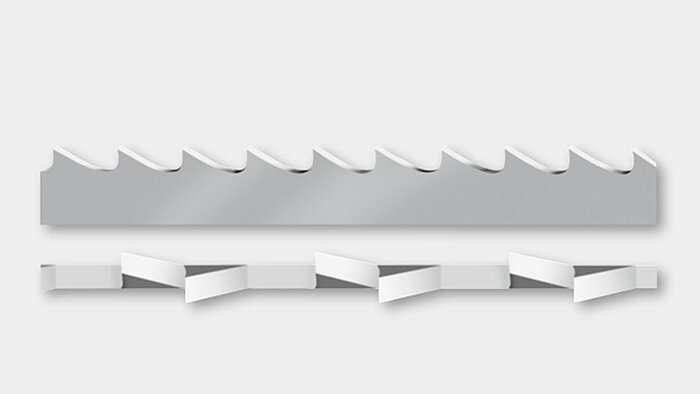
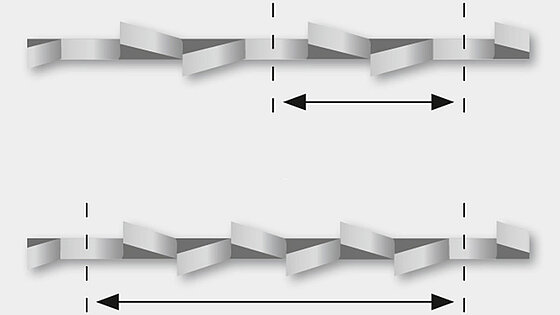
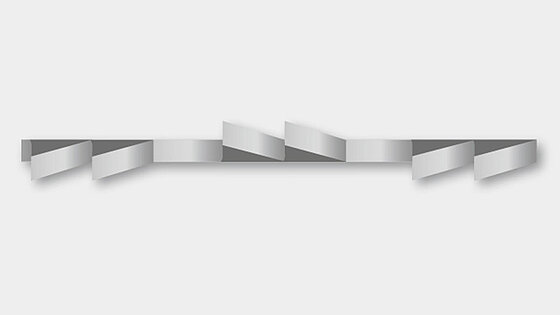
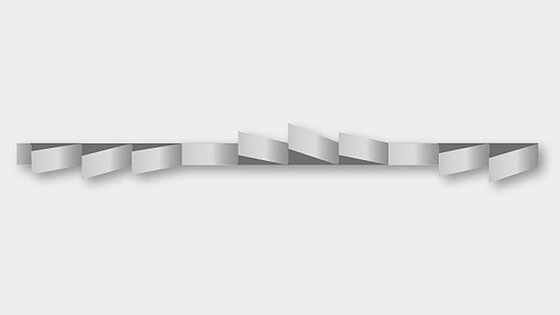
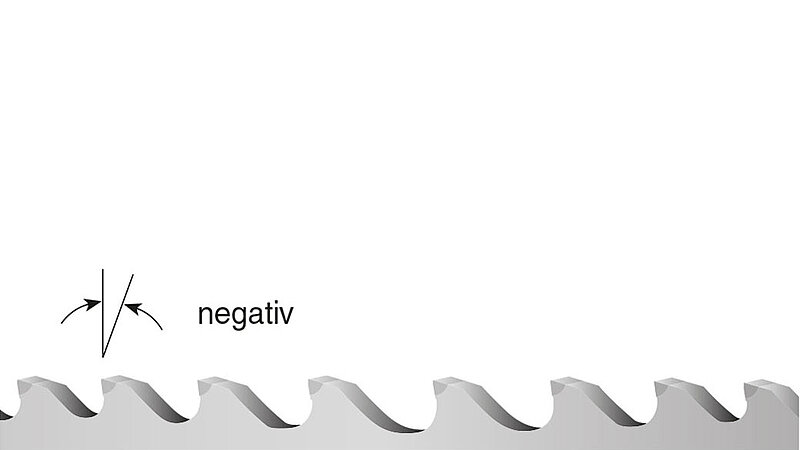
標準的な歯の目立て切断厚みが5㎜以上の鋼、鋳造金属および硬い非鉄金属に普遍的に使用可能。一定の歯ピッチ:左/右/真っ直ぐの歯の目立ての並び可変歯ピッチ:インターバルごとに少なくとも1つの歯は目立てが無く、インターバル内の残りの歯は左/右または逆の順序で繰り返し目立てされています。