使用条件:耐用年数に影響する要因
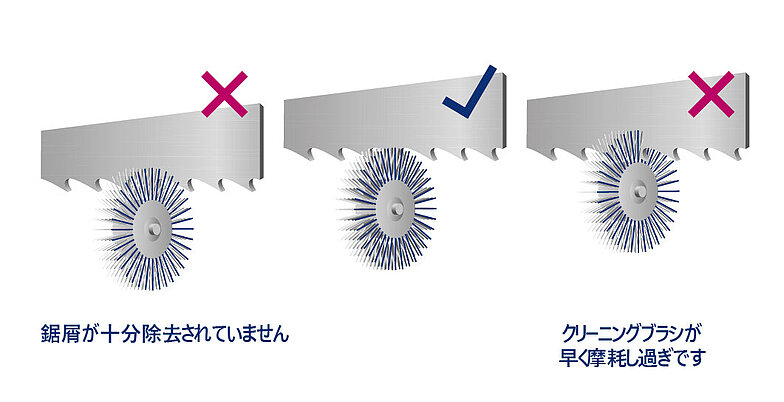
の使用条件は耐用年数に影響を及ぼします:初回使用に始まり、最適な切断パラメータの計算、チップブラシの使用に至るまで。

の使用条件は耐用年数に影響を及ぼします:初回使用に始まり、最適な切断パラメータの計算、チップブラシの使用に至るまで。
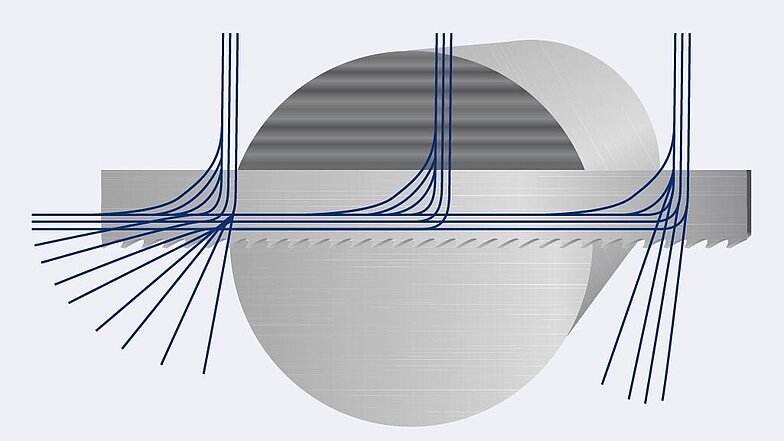
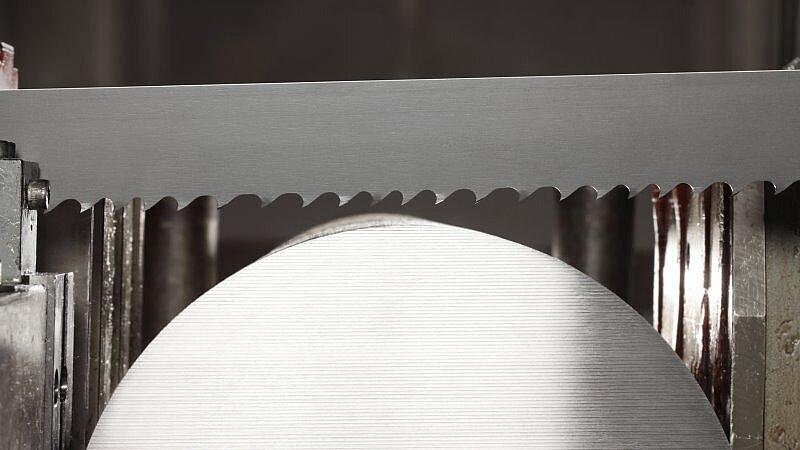
バンドソーの使用期間にとって決定的であるのは、出来るだけ振動の少ない初回使用と使い込みの際の正しい条件です:用材の寸法が小さい場合、使い込みのために切断材料で約300cm²の表面を機械加工する必要があります。用材の寸法が大きい場合、約15分の使い込みをお勧めします。
使い込み後、最初は切断速度(m /分)をゆっくりと決められた速度まで上げ、次に送り速度(mm /分)を徐々に設定してある値まで上ます。揺れあるいは振動が発生した場合、切断速度Vcを下げます。不適切な使い込みの過剰な負荷は、刃先の微小破壊の原因となります。

WIKUSは、理想的な切断パラメータを調べるために はParaMaster®の使用を推奨します。
メインタスク | その他の役割 |
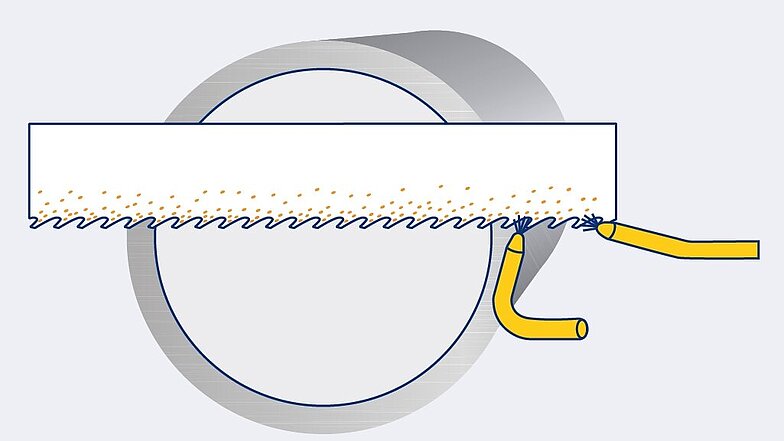
摩擦を減らしツールの磨滅を制限する | チップの除去 |
切断エネルギーと変形エネルギーの低減 | 洗浄効果 |
摩擦熱の除去 | 腐食防止 |
| 一定の表面品質の確保 |
マイクロ投与システム:
使用対象