ダウンタイムの原因
人、機械、材料、およびバンドソーで調整されたシステムを形成する必要があります。オペレーターは機械を制御するため、パフォーマンスと鋸引き結果に大きな影響を与える可能性があります。この関連性において、有効な対策を立てるためには、ダウンタイムの可能な原因およびその理由を知ることが重要です。

人、機械、材料、およびバンドソーで調整されたシステムを形成する必要があります。オペレーターは機械を制御するため、パフォーマンスと鋸引き結果に大きな影響を与える可能性があります。この関連性において、有効な対策を立てるためには、ダウンタイムの可能な原因およびその理由を知ることが重要です。
原因 | 対処 |
切断速度が高すぎる | ParaMaster®を使ってベルト速度の低下とパラメーターの調整 |
冷却不足 | 正しい冷却位置、必要に応じて冷却量を増やします |
研磨された、スケーリングしている、または非常に硬い材料の表面、または切削材料の硬い混在物 | ParaMaster®を使用してパラメータ/バンドタイプを調整し、必要に応じて、切断領域の材料表面をきれいにするか、やすりで磨きます |
間違った使い込み | 使い込み規則 に従う |
原因 | 対処 |
バンドソーの鈍化 | バンドの交換 |
バンドガイドがバンドを切断方向に正確に保持せず、ガイドが傾いている | ガイドの点検、場合によっては調整あるいは新しい物に交換 |
横方向ガイドの調整がゆる過ぎる | 機械的なバンドガイドの隙間を0.02 - 0.05mmに設定する 油圧式のバンドガイドの場合はクランプ圧力を点検する |
バンドガイドの間隔が広すぎる | バンドガイドを切断材料になるべく近く位置づける |
フィードが多すぎる | ParaMaster®の助けで送りを調整する |
バンドの張りがゆる過ぎる | WIKUSベルト張力測定装置で確認してください。 場合により、ベルトの張力を250〜300 N /mm²に増やします |
チップブラシが片側の歯の刃先を破損する | ブラッシを早めに交換し正しく調整する |
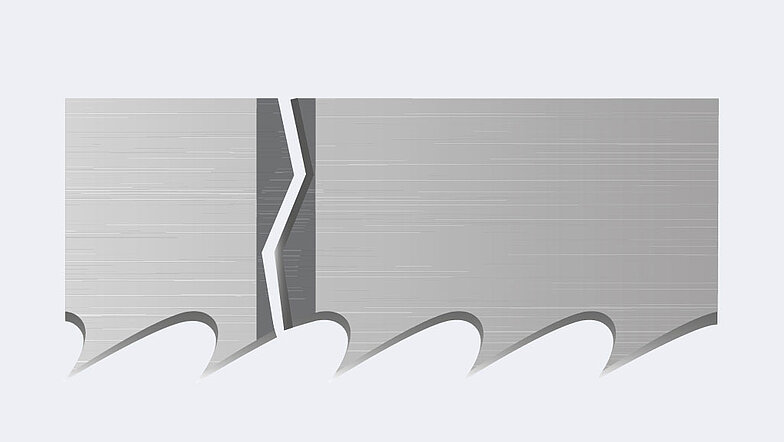
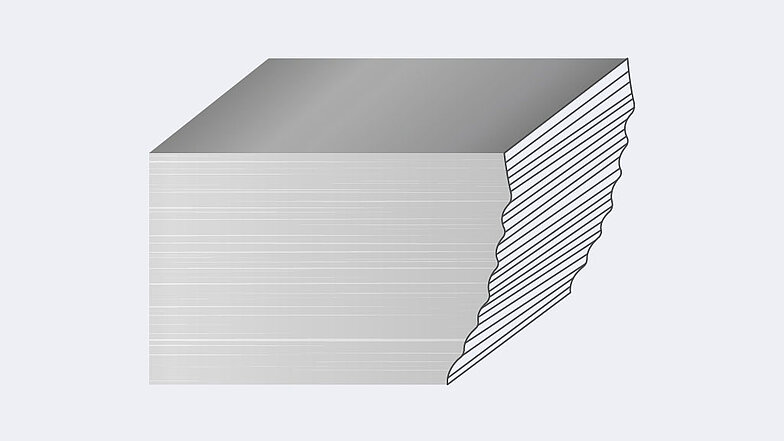
原因 | 対処 |
溶接個所の溶接欠陥 | 破損したバンドを再度溶接します、廃棄しないこと! |
| 場合によっては隠れた機械のエラー | ガイドエレメントと機械のホィールを点検します |

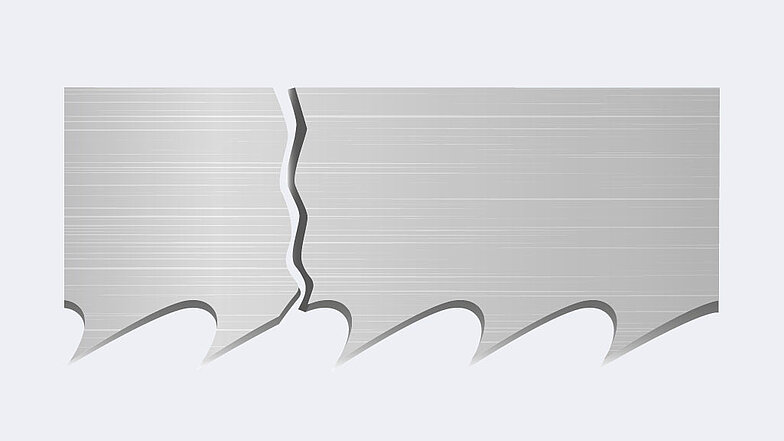
原因 | 対処 |
ガイドロールが近すぎ、そしてバンドを巻き込みます | ガイドロールの遊びを点検し、必要に応じて修正する |
ガイド要素が間違った位置にあり、両方のマシンホイールと整列していない | 点検し必要に応じて修正する |
ガイド要素(バンド側面/バンドの背)が摩耗している | 点検し必要に応じて交換する |
バンドソーがガイド内で深すぎる所で動いている。 | E歯全体と歯底の1〜2 mmがバンドガイドから突き出ていることを確認する必要があります |
ベルトテンションが高すぎる | WIKUS バンドテンション測定装置で点検する。必要に応じバンドテンションを下げる、推奨設定は250 - 300 N/mm² |
ホィール表面に欠陥がある | ホィールの補修あるいは交換 |
ホィールの円錐度がバンドソーを不均等に摩耗させる | ホィールの補修あるいは交換 |
ホィールのベアリング欠陥 | ホィールのベアリングの遊びを調整、あるいは交換する |
バンドソーの背はホイールのカラーから始まります | バンドソーの走行を調整する(ホィールおよびバンドガイド) |
ホィールは同心回転していない | ホィールの補修あるいは交換 |
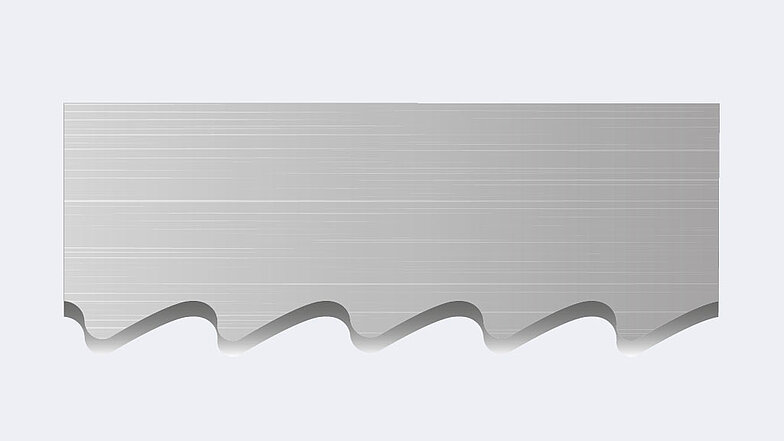
原因 | 対処 |
バンド速度が低すぎる | ParaMaster®の助けで切断速度を調整する |
バンドの送りが早すぎる | ParaMaster®の助けで送りを調整する |
歯のピッチと材料の断面が相互調整されていない | 歯のピッチを確認し、適切な歯が付いたバンドを使用する->対処対処 バンドセレクター / ParaMaster® |
切断材料がピンと張られていない/固定されていない | 特にレイヤーカットまたはバンドルカットで、鋸引きする加工用材をしっかりと固定する |
ビルドアップ刃先の構成 | 冷却とチップブラシの確認 |
| 切断された材料の硬い混在物 | 必要に応じて、切断材料の金属組織検査を行う。パラメータを調整する |


