Fallos y causas
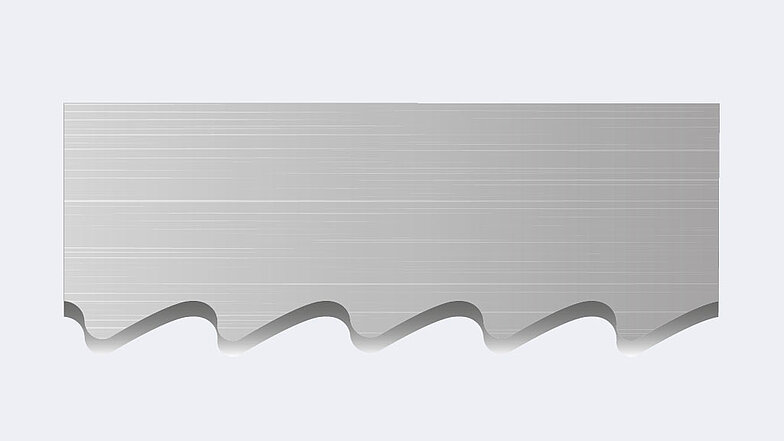
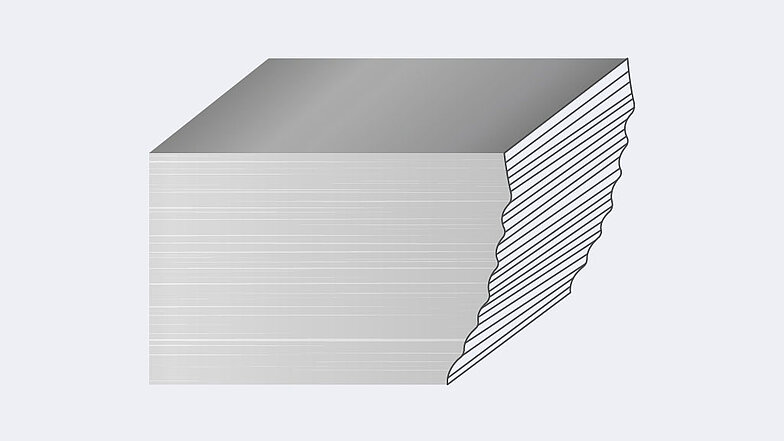
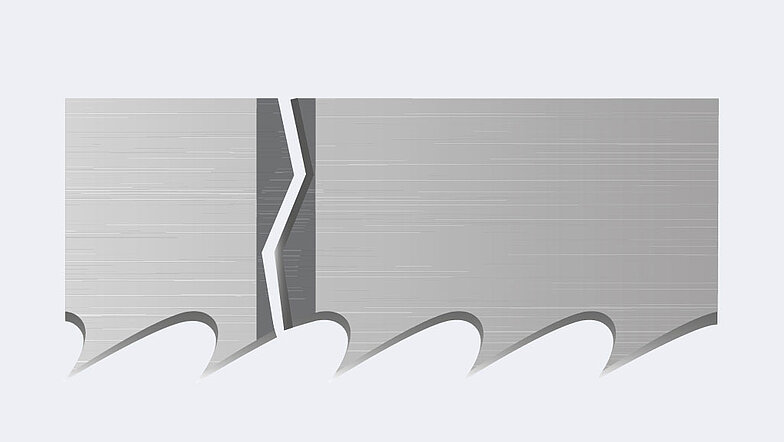
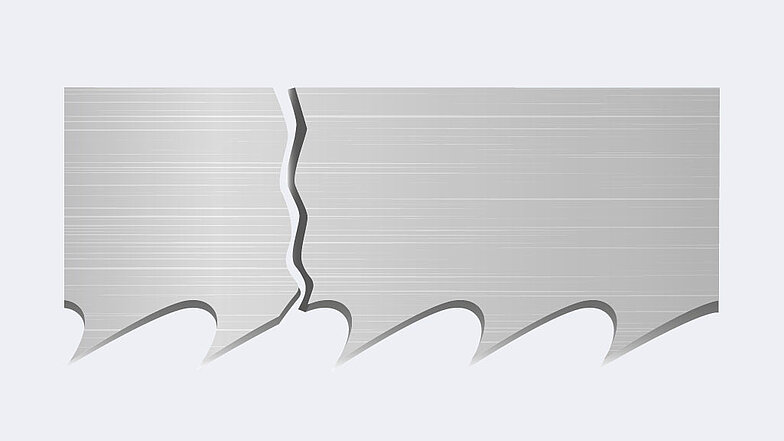
El operario, la máquina, el material y la sierra de cinta deben formar un sistema coordinado. El operario controla la máquina y, por lo tanto, puede tener una influencia significativa en el rendimiento y el resultado del aserrado. En este sentido, es importante conocer los posibles fallos y sus causas para encontrar soluciones eficaces. Desgaste, rotura de dientes, rotura de soldaduras y flejes.