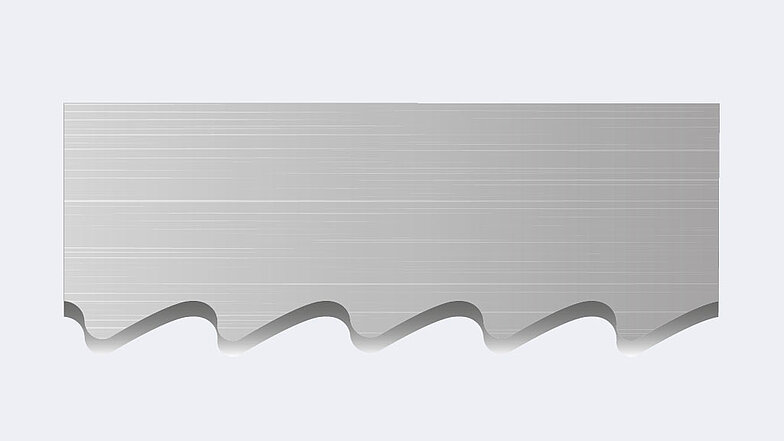
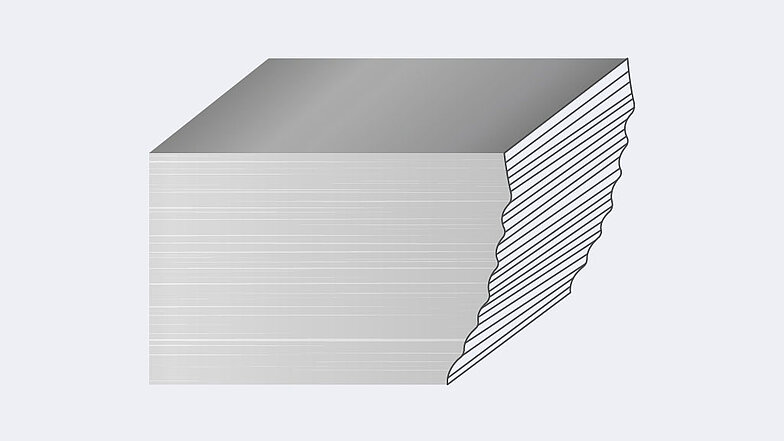
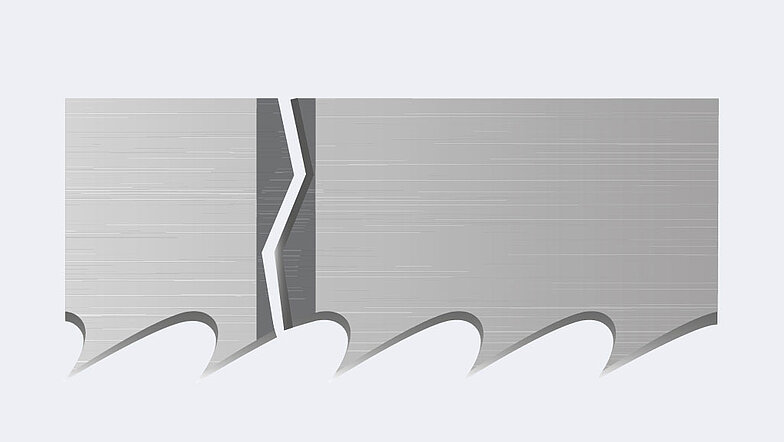
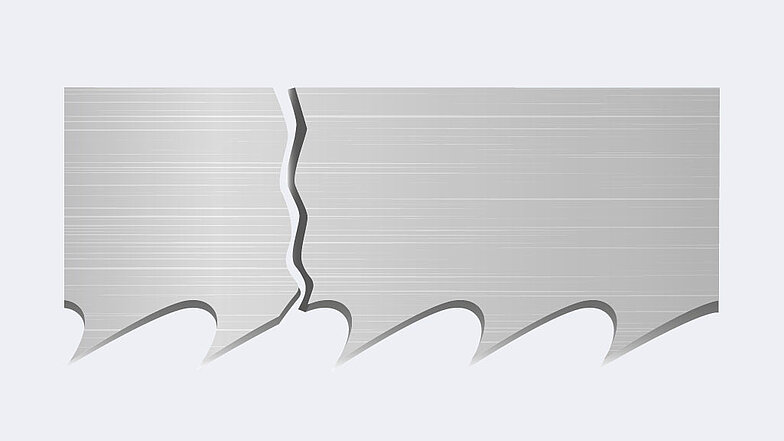
Cause of Failures
The operators, the machine, the material and the band saw blade must form a harmonised system. Here, the operator controls the machine and can impact significantly on the performance and sawing result. In this connection, it is important to know possible failure reasons and their causes to come up with effective countermeasures to remedy these. Wear, broken teeth, broken welds and bands.